全國服務熱線:88550560-8212
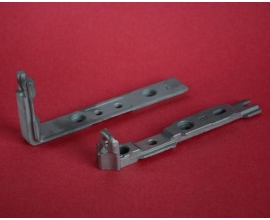
不銹鋼鑄造由于鋼液的流動性差,為避免鑄鋼件發生冷隔和澆缺乏,鑄鋼件的壁厚不能小于8mm;選用干鑄型或熱鑄型;恰當進步澆注溫度,一般為1520°~1600℃,由于澆注溫度高,鋼水的過熱度大、保持液態的時間長,流動性可得到改進。可是澆溫過高,會引起晶粒粗大、熱裂、氣孔和粘砂等缺點。
因此一般小型、薄壁及形狀雜亂的精細鑄造件,其澆注溫度約為鋼的熔點溫度+150℃;澆注體系的結構力求簡略、且截面尺度比鑄鐵的大;大型、厚壁鑄件的澆注溫度比其熔點高出100℃左右。

陶瓷傳感器的應用在哪些方面?按照使用場合來舉例較受青睞的三種場合有:(1)低壓和高真空場合:陶瓷傳感器相較于普通傳感器能測量低于3.5mmHg的差壓,而且能耐受真空,不會對產品造成損壞或性能下降。(2)腐蝕性...
與您分享如何選擇傳感器?******步---從以下幾個方面定義自己對傳感器的要求測量范圍:一般所選傳感器的量程要比測量上限要大10%~30%,視具體情況而定。輸出信號:稱重測力傳感器一般分模擬量輸出傳感器和數字量輸出,...

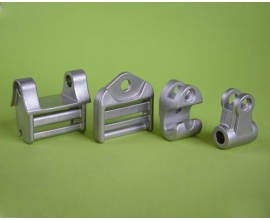
精密鑄造分類有哪些?陶瓷型鑄造,用陶瓷漿料制成鑄型生產鑄件的鑄造方法。陶瓷漿料由硅酸乙酯水解液和質地較純、熱穩定性較高的細耐火砂如電熔石英、鋯英石、剛玉等混合而成。為使陶瓷漿料在短時間內結膠,常加入氫...

抗腐蝕的陶瓷壓力傳感器沒有液體的傳遞,壓力直接作用在陶瓷膜片的前表面,使膜片產生微小的形變,厚膜電阻印刷在陶瓷膜片的背面,連接成一個惠斯通電橋(閉橋),由于壓敏電阻的壓阻效應,使電橋產生一個與壓力成正...
陶瓷壓力傳感器陶瓷壓力傳感器:供暖系統中常用的傳感器有哪些?據鄭州發布了解到,2021年1月5日22時,鄭州市大學路和建設路西南角熱力管網突發爆管,造成一名騎電動車的行人不慎掉入路面塌陷區域后不幸死亡,另一名...

精密鑄造中灰口鐵鑄件中的石墨片,有切削非金屬基體,毀壞其陸續性,使其強度升高的作用。從強度思忖,應防止產成長而薄的石墨片和細小的石墨片,具顯然位置性的石墨片反應尤大。掌握石墨片的散布情況,是保障灰口鐵鑄件功...



時間:2020-09-29

時間:2021-03-11

時間:2021-04-22

時間:2020-11-09

時間:2021-04-08